 EN
EN
Dom / Vijesti / Vijesti iz industrije / Površinska obrada: Opsežan vodič od definicije jezgre do praktičnog rada
Vijesti iz industrije
Sep 16,2025
Površinska obrada: Opsežan vodič od definicije jezgre do praktičnog rada
U procesu proizvodne industrije koja se transformira iz "osnovne proizvodnje" u "visoku prilagodbu", površinska izvedba materijala često određuje konačnu vrijednost proizvoda. Bilo da se radi o zahtjevima protiv korozije za metalne dijelove ili otpornosti na habanje i estetskim zahtjevima za plastična kućišta, "obrada površine" igra dvostruku ulogu "šminkera za materijale" i "pojačivača performansi". To nije jedan proces, već integrirani sustav koji pokriva kemijska, fizikalna, mehanička i druga područja tehnologije. Promjenom morfologije, sastava ili strukture površine materijala, nadoknađuje nedostatke izvedbe samog osnovnog materijala i proširuje granice primjene materijala. Ovaj će članak sveobuhvatno analizirati tehnologiju površinske obrade iz četiri dimenzije: osnovne definicije, tipova procesa, prilagodbe industrije i praktičnog rada, pružajući reference za stvarnu proizvodnju i odabir.
I. Koja je osnovna definicija površinske obrade? Kako njegova temeljna tehnička logika mijenja performanse materijala?
Površinska obrada odnosi se na opći izraz za procese koji modificiraju površinu materijala putem fizikalnih, kemijskih ili mehaničkih metoda kako bi se postigla potrebna svojstva površine (kao što su otpornost na koroziju, otpornost na trošenje, estetika, električna vodljivost itd.). Njegov temeljni cilj je "promicati snage i nadoknaditi slabosti" - ne samo da zadržava mehanička svojstva samog osnovnog materijala (kao što su čvrstoća i žilavost), već također nadoknađuje nedostatke u izvedbi osnovnog materijala u određenim scenarijima (kao što je laka korozija metala i lako grebanje plastike) modifikacijom površine.
Iz perspektive tehničke logike, površinska obrada uglavnom poboljšava performanse materijala kroz tri puta: površinsko premazivanje, površinska konverzija i površinsko legiranje. Površinski premaz je najčešći put. Formiranjem jedne ili više funkcionalnih prevlaka (kao što su metalne prevlake, organske prevlake, keramičke prevlake) na površini materijala, osnovni materijal je izoliran od oštrih vanjskih okruženja (kao što su vlaga, kemijski reagensi, trenje). Na primjer, proces "elektrostatskog raspršivanja katodne elektroforeze" za automobilske karoserije prvo stvara jednoliku prevlaku protiv hrđe (debljine 5-20 μm) na metalnoj površini putem elektroforeze, a zatim ga prekriva obojenim gornjim premazom putem elektrostatskog raspršivanja. Time se postiže ne samo zaštita od korozije (ispitivanje slanim sprejom može doseći više od 1000 sati), već se ispunjavaju i estetski zahtjevi. Površinska pretvorba odnosi se na stvaranje gustog pretvorbenog filma (kao što je fosfatni film i pasivacijski film metala) na površini materijala kroz kemijske ili elektrokemijske reakcije. Takvi filmovi su čvrsto povezani s osnovnim materijalom i mogu značajno poboljšati površinsku tvrdoću i otpornost na koroziju. Uzimajući za primjer tretman fosfatiranja čeličnih dijelova, uranjanjem dijelova u otopinu fosfata, na površini se formira fosfatni film debljine 1-10 μm, a njegova adhezija može doseći više od 5MPa, što može učinkovito spriječiti da premaz otpadne tijekom naknadnog procesa lakiranja. Površinsko legiranje unosi elemente legure u površinski sloj materijala putem visokotemperaturne difuzije, ionske implantacije i drugih metoda za formiranje sloja legure s postupnim sastavom osnovnog materijala, čime se poboljšava površinska otpornost na trošenje i otpornost na visoke temperature. Na primjer, "aluminizirajući" tretman lopatica zrakoplovnih motora difundira aluminijske elemente na površinu lopatica na visokoj temperaturi kako bi se stvorio zaštitni film od Al₂O3, što mu omogućuje dugotrajni rad u okruženju visoke temperature od 800-1000 ℃ i izbjegavanje oksidacije i korozije.
Iz perspektive karakteristika procesa, površinska obrada mora zadovoljiti dva glavna zahtjeva: "točnost" i "kompatibilnost". Točnost se ogleda u preciznoj kontroli učinka tretmana. Na primjer, odstupanje debljine premaza mora se kontrolirati unutar ±5%, a poroznost pretvorbenog filma mora biti manja od 0,1% kako bi se osigurala stabilna izvedba; kompatibilnost znači da proces obrade mora odgovarati karakteristikama osnovnog materijala. Na primjer, zbog slabe toplinske otpornosti (obično ispod 150 ℃), plastični materijali ne mogu koristiti procese raspršivanja na visokim temperaturama i moraju odabrati niskotemperaturnu plazma obradu ili tehnologiju vakuumskog premazivanja. Osim toga, površinska obrada također mora uzeti u obzir zaštitu okoliša. Uz pooštravanje globalnih ekoloških propisa (kao što je EU RoHS direktiva i kineski standardi emisije HOS-eva), tradicionalni procesi kao što su pasivizacija koja sadrži krom i raspršivanje na bazi otapala postupno se zamjenjuju ekološki prihvatljivim procesima kao što su pasivizacija bez kroma i raspršivanje boje na bazi vode. Poduzeće za kućanske uređaje smanjilo je emisije HOS-eva za 85% promjenom prskanja ploča vrata hladnjaka na bazi otapala na raspršivanje na bazi vode, te je u isto vrijeme povećalo stopu iskorištenja premaza sa 60% na 92%.
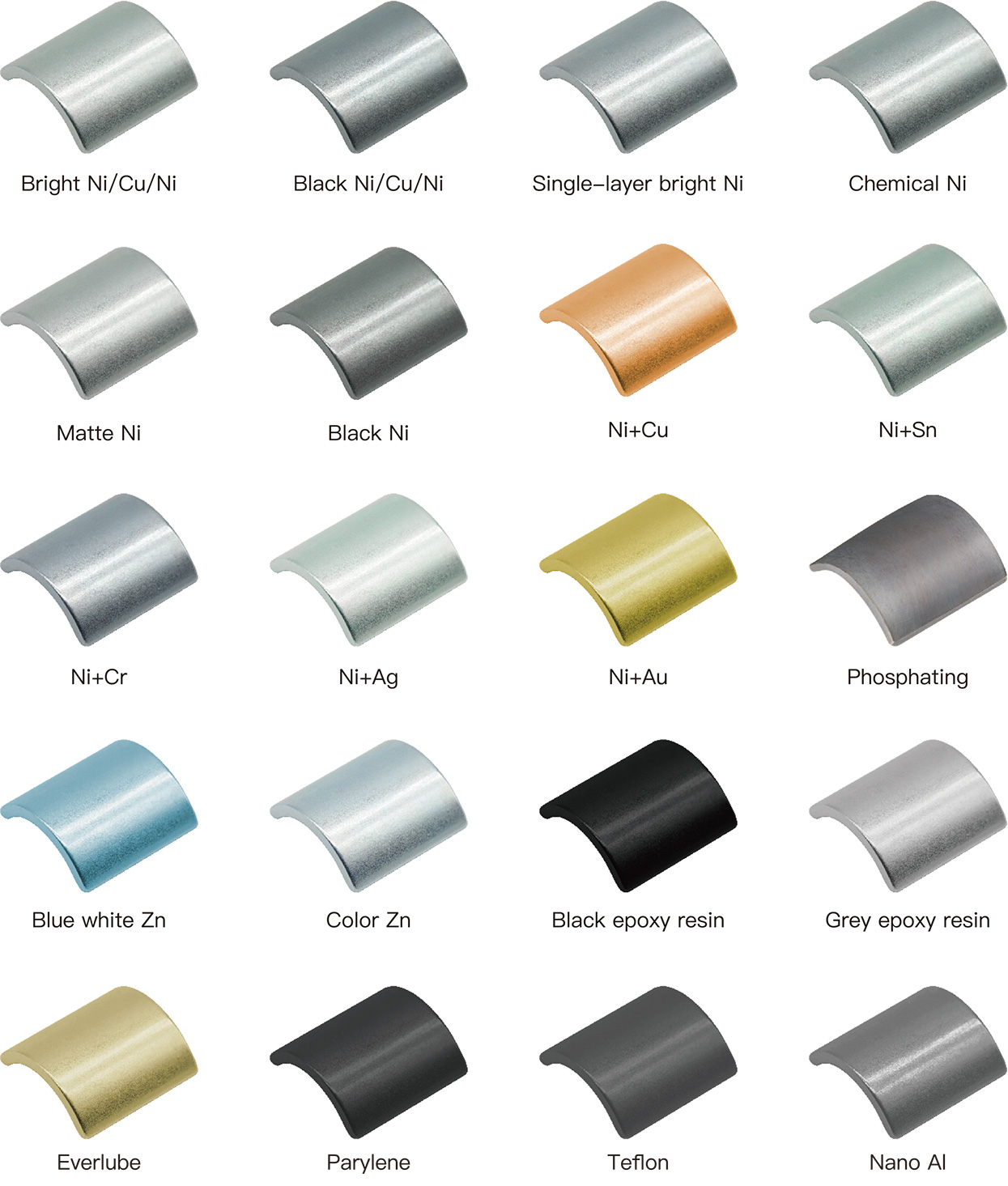
Kliknite da biste posjetili naše proizvode: Površinska obrada
II. Koje su specifične vrste površinske obrade? Koje su razlike u karakteristikama procesa i performansama između različitih vrsta?
Prema tehničkim načelima i scenarijima primjene, procesi površinske obrade mogu se podijeliti u tri kategorije: kemijska površinska obrada, fizička površinska obrada i mehanička površinska obrada. Svaka kategorija uključuje niz dodatno podijeljenih procesa. Različiti procesi imaju značajne razlike u učincima obrade, primjenjivim osnovnim materijalima i troškovima te ih je potrebno točno odabrati prema zahtjevima proizvoda.
(I) Kemijska površinska obrada: Realizacija modifikacije površine kroz kemijske reakcije radi prilagodbe visokim zahtjevima za zaštitu od korozije
Kemijska obrada površine koristi kemijske reagense kao medij za izazivanje kemijskih reakcija na površini materijala uranjanjem, raspršivanjem i drugim metodama za stvaranje funkcionalnih filmova. Njegove ključne prednosti su da je film čvrsto povezan s osnovnim materijalom i ima jaku otpornost na koroziju, što je pogodno za anorganske materijale kao što su metali i keramika. Uobičajeni dodatno podijeljeni procesi uključuju tretman fosfatiranjem, tretman pasivizacijom i elektrolitičku obradu.
Fosfatiranje se uglavnom koristi na površini metala kao što su čelik i legure cinka. Reakcijom između otopine fosfata i metalne površine stvara se film za konverziju fosfata (uglavnom sastavljen od Zn3(PO₄)₂, FePO4, itd.). Debljina filma je obično 1-15 μm, tvrdoća može doseći 300-500 HV, a vijek trajanja testa slanog spreja može doseći 200-500 sati. Njegova glavna funkcija je poboljšati prionjivost naknadnog premaza. Na primjer, dijelovi šasije automobila moraju biti podvrgnuti tretmanu fosfatiranja prije prskanja, inače će se adhezija premaza smanjiti za više od 40%, a vjerojatno će doći do ljuštenja. Prema sastavu otopine za fosfatiranje, može se podijeliti na fosfatiranje na bazi cinka (prikladno za normalnu temperaturnu obradu, ravnomjeran film) i fosfatiranje na bazi mangana (prikladno za obradu na visokim temperaturama, visoka tvrdoća filma). Tvrdoća folije za fosfatiranje na bazi mangana može doseći više od 500HV, što se često koristi za dijelove otporne na habanje kao što su zupčanici i ležajevi.
Tretman pasivizacijom stvara gusti oksidni film na metalnoj površini reakcijom oksidirajućih kemijskih reagensa (kao što je dušična kiselina, kromat) s metalnom površinom. Uglavnom se koristi za materijale kao što su nehrđajući čelik i aluminijske legure kako bi se poboljšala njihova otpornost na koroziju. Na primjer, posuđe od nehrđajućeg čelika mora biti podvrgnuto pasivizaciji dušičnom kiselinom nakon proizvodnje kako bi se na površini stvorio sloj Cr₂O₃ oksida. Životni vijek ispitivanja slanog spreja povećan je sa 100 sati na više od 500 sati, a može se izbjeći taloženje metalnih iona (u skladu sa standardom GB 4806.9 za materijale koji dolaze u dodir s hranom). Tradicionalni procesi pasivizacije uglavnom koriste kromat, ali heksavalentni krom koji sadrži je otrovan. Trenutno je postupno zamijenjeno pasivizacijom bez kroma (kao što je pasivizacija cirkonijevom soli i molibdatom). Poduzeće za proizvodnju nehrđajućeg čelika smanjilo je sadržaj teških metala u svojim proizvodima na manje od 0,001 mg/kg usvajanjem procesa pasivizacije cirkonijevom soli, au isto vrijeme otpornost na koroziju jednaka je onoj tradicionalnog postupka.
Neelektričko nanošenje taloži metalne ione (kao što su Ni²⁺, Cu²⁺) na površinu materijala putem kemijskih redukcijskih sredstava (kao što je natrijev hipofosfit) bez vanjske struje kako bi se stvorio metalni premaz. Pogodan je za nevodljive osnovne materijale kao što su plastika i keramika. Na primjer, u procesu bezelektričkog poniklavanja kućišta od ABS plastike, plastična površina se najprije ohrapavi i senzibilizira kako bi postala vodljiva, a zatim se sloj nikla debljine 5-20 μm nanosi putem bezelektričnog nanošenja. Vodljivost premaza može biti ispod 10⁻⁵Ω·cm, a također ima dobru otpornost na trošenje (gubitak trošenja manji je od 0,1 mg na 1000 trenja), što se često koristi za elektroničke konektore i elektromagnetske zaštitne dijelove.
(II) Fizička površinska obrada: Realizacija površinskog premaza fizičkim sredstvima za prilagodbu visokim estetskim i funkcionalnim zahtjevima
Fizička obrada površine ne uključuje kemijske reakcije. Uglavnom stvara prevlake na površini materijala fizičkim taloženjem, ionskim bombardiranjem i drugim metodama. Njegove ključne prednosti su zaštita okoliša i širok raspon vrsta premaza (kao što su metali, keramika, organski filmovi), koji su prikladni za različite osnovne materijale kao što su metali, plastika i staklo. Uobičajeni podijeljeni procesi uključuju vakuumsko premazivanje, plazma obradu i raspršivanje.
Vakuumsko premazivanje taloži materijale premaza na površinu osnovnog materijala u vakuumskom okruženju isparavanjem, raspršivanjem, ionskim nanošenjem i drugim metodama za stvaranje ultratankog premaza (obično 0,1-10 μm debljine). Prema materijalu premaza, može se podijeliti na metalni premaz (kao što je aluminij, krom, titan) i keramički premaz (kao što je TiO₂, SiO₂). Metalni premaz se uglavnom koristi za poboljšanje estetike i vodljivosti. Na primjer, proces vakuumske aluminijske presvlake za srednje okvire mobilnih telefona može stvoriti efekt zrcala, au isto vrijeme poboljšati površinsku otpornost na trošenje naknadnim tretmanom izvlačenja žice; keramički premaz ima visoku tvrdoću i otpornost na koroziju. Na primjer, TiN keramički premaz (debljine 2-5μm) kuhinjskih noževa ima tvrdoću veću od 2000HV, a vrijeme zadržavanja oštrine je 3 puta duže nego kod noževa bez premaza. Ioniranje je vrhunski proces vakuumskog premazivanja. Čini premaz čvršće spojenim s osnovnim materijalom kroz ionsko bombardiranje, a adhezija može doseći više od 10MPa. Često se koristi za dijelove u području zrakoplovstva (kao što je CrAlY premaz turbinskih lopatica), koji mogu održati stabilne performanse dugo vremena u okruženju visoke temperature.
Tretman plazmom koristi niskotemperaturnu plazmu (temperatura 200-500 ℃) za modificiranje površine materijala. Njegova glavna funkcija je poboljšanje površinske hrapavosti i hidrofilnosti, a pogodan je za polimerne materijale poput plastike i gume. Na primjer, prije prskanja PP plastike potrebno ih je podvrgnuti plazma tretmanu. Površinski kontaktni kut smanjen je s više od 90° na manje od 30°, a adhezija premaza povećana je za više od 50% kako bi se izbjeglo "ljuštenje boje"; u medicinskom polju, nakon plazma tretmana silika gel katetera, hidrofilnost površine je poboljšana, što može smanjiti otpor trenja kada se umetne u ljudsko tijelo i poboljšati udobnost pacijenta. Osim toga, tretman plazmom također se može koristiti za površinsku aktivaciju. Na primjer, u procesu pakiranja čipa, plazma obrada površine čipa može poboljšati sposobnost vlaženja lema i smanjiti stopu grešaka pri zavarivanju.
Proces raspršivanja raspršuje premaz (kao što je boja, praškasti premaz) kroz visokotlačni pištolj za prskanje i raspršuje ga na površinu materijala kako bi se formirao organski premaz. Njegove glavne prednosti su niska cijena i bogate boje, koje su prikladne za proizvode kao što su kućanski aparati i namještaj. Prema vrsti premaza, može se podijeliti na raspršivanje na bazi otapala (kao što je završni premaz za automobile), raspršivanje na bazi vode (kao što su ploče vrata hladnjaka) i raspršivanje prahom (kao što su vrata i prozori od aluminijske legure). Prskanje u prahu ima najbolju zaštitu okoliša jer nema emisija HOS-eva. Debljina premaza obično je 50-150 μm, tvrdoća može doseći više od 2H (test tvrdoće olovkom), a otpornost na udar može doseći 50 cm·kg (test udarom padajuće lopte). Često se koristi za proizvode kao što su vanjski namještaj i prometne zaštitne ograde, a može se oduprijeti eroziji ultraljubičastih zraka i kišnice.
(III) Mehanička površinska obrada: Promjena morfologije površine mehaničkim djelovanjem radi prilagodbe visokim zahtjevima ravnosti i otpornosti na trošenje
Mehanička površinska obrada mijenja površinsku hrapavost i ravnost materijala mehaničkim sredstvima kao što su brušenje, poliranje i pjeskarenje. Njegove glavne prednosti su jednostavan postupak i niska cijena, što je prikladno za materijale kao što su metali, kamenje i staklo. Uobičajeni dodatno podijeljeni procesi uključuju brušenje i poliranje, obradu pjeskarenjem i obradu valjanjem.
Brušenje i poliranje poliraju površinu materijala pomoću abraziva (kao što su brusni papir, brusne ploče, paste za poliranje) kako bi se smanjila hrapavost površine (Ra) i poboljšala ravnost i sjaj. Na primjer, u proizvodnom procesu sudopera od nehrđajućeg čelika potrebno je više procesa kao što su grubo brušenje, fino brušenje i poliranje. Površinska vrijednost Ra smanjena je s više od 5 μm na manje od 0,1 μm kako bi se stvorio efekt zrcala; u području preciznih strojeva, nakon brušenja i poliranja ležajnih kuglica, površinska Ra vrijednost može se smanjiti na manje od 0,02 μm, što može smanjiti gubitak trenja i produžiti vijek trajanja. Prema točnosti poliranja, može se podijeliti na grubo poliranje (Ra 0,8-1,6 μm), fino poliranje (Ra 0,1-0,8 μm) i ultra-fino poliranje (Ra <0,1 μm). Ultra-fino poliranje često se koristi za proizvode visoke preciznosti kao što su optičke leće i poluvodičke pločice.
Tretman pjeskarenjem raspršuje abrazive (kao što je kvarcni pijesak, aluminijski pijesak) na površinu materijala kroz protok zraka pod visokim pritiskom kako bi se stvorila hrapava površina. Njegove osnovne funkcije su uklanjanje površinskog oksidnog kamenca i ulja ili postizanje mat efekta. Na primjer, prije anodiziranja profila od aluminijskih legura, potrebno ih je podvrgnuti pjeskarenju kako bi se uklonio površinski oksidni film i osigurala ujednačenost anodiziranog filma; u građevinskom području, nakon obrade kamena pjeskarenjem, na površini se formira mat efekt, koji može izbjeći odsjaj i poboljšati učinak protiv klizanja. Prema veličini čestica abraziva, pjeskarenje se može podijeliti na grubo pjeskarenje (veličina čestica 0,5-2 mm, površina Ra 10-20 μm) i fino pjeskarenje (veličina čestica 0,1-0,5 mm, površina Ra 1-10 μm). Odabir različitih veličina čestica ovisi o površinskim zahtjevima proizvoda. Na primjer, fini pijesak uglavnom se koristi za pjeskarenje medicinskih uređaja kako bi se izbjegla pretjerana hrapavost površine koja dovodi do rasta bakterija.
Obrada valjanjem koristi alate za valjanje za hladno istiskivanje metalne površine, uzrokujući plastičnu deformaciju na površini kako bi se formirao gusti metalni sloj. Njegova glavna prednost je poboljšanje površinske tvrdoće i otpornosti na habanje. Na primjer, nakon obrade kotrljanjem unutarnje rupe hidrauličkog cilindra, površinska vrijednost Ra smanjena je s 1,6 μm na manje od 0,2 μm, tvrdoća je povećana za 20%-30%, a u isto vrijeme, performanse brtvljenja unutarnje rupe su poboljšane kako bi se smanjilo curenje hidrauličkog ulja; u automobilskoj industriji, nakon obrade valjanja glavnog rukavca koljenastog vratila motora, vijek trajanja zamora može se produžiti za više od 50%, što može izdržati veću brzinu i opterećenje.
Kako bi se intuitivno prikazale razlike između različitih vrsta procesa površinske obrade, usporedba se može napraviti kroz sljedeću tablicu:
| Kategorija procesa | Podijeljeni proces | Primjenjivi osnovni materijali | Debljina premaza/filma | Temeljni pokazatelji uspješnosti | Tipični scenariji primjene |
| Kemijska obrada površine | Fosfatiranje na bazi cinka | Čelik, legura cinka | 1-10 μm | Trajnost raspršene soli 200-300h, adhezija 5MPa | Dijelovi auto šasije |
|
| Pasivacija bez kroma | Nehrđajući čelik, aluminijska legura | 0,1-1μm | Trajnost slanog spreja 500-800h, bez teških metala | Posuđe od nehrđajućeg čelika za kontakt s hranom |
|
| Bezelektrično niklanje | ABS plastika, keramika | 5-20 μm | Vodljivost 10⁻⁵Ω·cm, gubitak trošenjem 0,1 mg | Elektronički konektori |
| Fizička površinska obrada | Vakuumska aluminijska obloga | Plastika, staklo | 0,1-1μm | Efekt zrcala, otpornost na udarce 50 cm·kg | Srednji okviri mobilnog telefona |
|
| Tretman plazmom | PP plastika, silikon | - (Bez premaza) | Kontaktni kut <30°, prianjanje povećano za 50% | Plastična aktivacija prije spreja, medicinski kateteri |
|
| Prskanje u prahu | Aluminijska legura, čelik | 50-150 μm | Tvrdoća 2H, Otpornost na raspršivanje soli 1000h | Vrata i prozori od aluminijske legure, vanjski namještaj |
| Mehanička površinska obrada | Ultra-fino poliranje | Nehrđajući čelik, optičko staklo | 0,01-0,1 μm | Ra <0,1 μm, sjaj ogledala 90% | Optičke leće, poluvodičke ploče |
|
| Fino pjeskarenje | Aluminijska legura, kamen | - (Modifikacija površine) | Ra 1-10μm, mat efekt | Medicinski uređaji, kamen za gradnju |
|
| Obrada valjanjem | Čelik, aluminijska legura | - (Plastična deformacija) | Tvrdoća povećana za 20%-30%, Ra 0,2μm | Unutarnji otvor hidrauličkog cilindra, koljenasto vratilo motora |
III. Kako se površinska obrada prilagođava posebnim potrebama različitih industrija? Koji su fokus primjene i tehničke poteškoće svake industrije?
Zbog razlika u scenarijima upotrebe proizvoda i zahtjevima za performansama, različite industrije imaju značajne "prilagođene" zahtjeve za površinsku obradu. Odabir procesa površinske obrade mora se usko kombinirati s bolnim točkama u industriji, kao što su antikorozivni i estetski zahtjevi automobilske industrije, zahtjevi biokompatibilnosti i sterilnosti medicinske industrije te zahtjevi vodljivosti i preciznosti elektroničke industrije, kako bi se maksimizirala vrijednost procesa.
(I) Automobilska industrija: balansiranje antikorozije, estetike i otpornosti na visoke temperature za suočavanje sa složenim radnim uvjetima
Automobilski proizvodi moraju biti dugo izloženi vanjskom okruženju (ultraljubičaste zrake, kišnica, slani sprej), a u isto vrijeme komponente kao što je odjeljak motora moraju izdržati visoke temperature (100-200 (prikaz, stručni). ℃). Površinska obrada mora zadovoljiti tri temeljna zahtjeva: antikorozivnost, estetiku i otpornost na visoke temperature.
U području karoserija vozila, površinska obrada usvaja troslojni sustav "završnog premaza katodne elektroforeze": sloj katodne elektroforeze (debljine 15-25 μm) služi kao osnovni sloj, tvoreći jednoliku prevlaku protiv hrđe putem elektroforetskog taloženja. Njegov životni vijek testa u slanom spreju može doseći preko 1000 sati, otporan je na eroziju od kišnice i sredstava za odleđivanje. Međusloj (debljine 30-40 μm) uglavnom služi za popunjavanje sitnih nedostataka na površini karoserije vozila, poboljšava ravnost i poboljšava prianjanje završnog sloja. Površinski sloj (debljine 20-30 μm) podijeljen je na metalik boju i jednobojnu boju. Metalik boja sadrži aluminijske ljuskice ili čestice tinjca za stvaranje bogatih vizualnih efekata, dok se jednobojna boja fokusira na ujednačenost boje i otpornost na vremenske uvjete (ultraljubičasti test starenja može doseći više od 1000 sati s razlikom u boji ΔE < 1). Proizvođač automobila optimizirao je parametre elektroforetskog procesa (kao što su napon i temperatura), povećavajući snagu bacanja elektroforetskog sloja na preko 95%, osiguravajući da skrivena područja poput šupljine karoserije vozila i zavara također tvore kompletan premaz kako bi se izbjeglo "lokalno hrđanje".
U području komponenti odjeljka motora, obrada površine usmjerena je na otpornost na visoke temperature i otpornost na ulje. Na primjer, nosači motora koriste postupak "fosfatiranja na visokim temperaturama raspršivanjem silikona": sloj fosfatiranja na visokim temperaturama (debljine 5-10 μm) može ostati stabilan na 200 ℃, a silikonski premaz (debljine 20-30 μm) ima izvrsnu otpornost na ulje, otporan na eroziju od motornog ulja s vijekom trajanja od preko 5 godina. Ispušne cijevi podvrgnute su "visokotemperaturnom emajlu": premaz emajla se raspršuje na metalnu površinu i sinterira na visokoj temperaturi (800-900 ℃) kako bi se formirao sloj emajla debljine 50-100 (prikaz, stručni). μm, koji ima otpornost na visoke temperature od preko 600 ℃ i sprječava ispušnu cijev od oksidativnog hrđanja na visokim temperaturama.
Tehničke poteškoće površinske obrade u automobilskoj industriji leže u "višeprocesnoj koordinaciji" i "kontroli troškova": višeprocesna koordinacija zahtijeva osiguravanje usklađenosti adhezije između premaza. Na primjer, adhezija između međuprevlake i završnog premaza mora doseći preko 10MPa kako bi se izbjeglo "ljuštenje međusloja"; kontrola troškova zahtijeva odabir učinkovitih i jeftinih procesa zbog velike proizvodnje automobila (godišnja proizvodnja jednog modela može doseći više od 100.000 jedinica). Na primjer, otopina kupke katodne elektroforeze može se reciklirati sa stopom iskorištenja od preko 95%, učinkovito smanjujući jedinične troškove.
(II) Medicinska industrija: Fokusiranje na biokompatibilnost i sterilnost kako bi se osigurala sigurnost uporabe
Medicinski proizvodi su u izravnom kontaktu s ljudskim tkivima ili tjelesnim tekućinama. Površinska obrada mora zadovoljiti tri ključna zahtjeva: biokompatibilnost (netoksičnost, neosjetljivost), sterilnost (otpornost na visokotemperaturnu sterilizaciju ili kemijsku sterilizaciju) i otpornost na koroziju (otpornost na čišćenje otopinom za dezinfekciju), dok je u skladu sa strogim industrijskim standardima (kao što su ISO 10993 i GB/T 16886).
U području implantabilnih medicinskih uređaja (kao što su umjetni zglobovi i srčani stentovi), temeljni cilj površinske obrade je poboljšati biokompatibilnost i sposobnost oseointegracije. Na primjer, umjetni zglobovi od legure titana koriste tretman "hidroksiapatitnim (HA) premazom": prah HA taloži se na površinu spoja plazma raspršivanjem kako bi se formirao sloj debljine 50-100 μm. HA komponenta slična je ljudskoj kosti, potiče adheziju i proliferaciju osteoblasta, povećavajući čvrstoću veze između umjetnog zgloba i kosti za više od 30%. U isto vrijeme, HA premaz ima dobru biokompatibilnost, netoksičnost i ne izaziva osjetljivost, u skladu sa standardom biokompatibilnosti ISO 10993-1. Srčani stentovi prihvaćaju površinski tretman "obložen lijekom": polimerni sloj s lijekom (kao što su paklitaksel i rapamicin) debljine 1-5 μm obložen je na metalnu površinu stenta. Nakon implantacije stenta, lijek se polako oslobađa, inhibirajući proliferaciju vaskularnih glatkih mišićnih stanica i smanjujući stopu restenoze u stentu s 30%-40% (za gole metalne stentove) na ispod 5% (za stentove obložene lijekom). Takvi premazi moraju imati dobru biorazgradljivost, koju ljudsko tijelo može metabolizirati i apsorbirati nakon otpuštanja lijeka, izbjegavajući dugotrajno zadržavanje koje može izazvati upalne reakcije. Medicinsko poduzeće razvilo je razgradivi stent obložen lijekom koji postiže stopu otpuštanja lijeka od 90% i kontrolirani ciklus razgradnje od 6-12 mjeseci, koji je trenutno u fazi kliničkog ispitivanja.
U području medicinskih uređaja koji se ne mogu ugraditi (kao što su kirurški instrumenti i spremnici za dezinfekciju), površinska obrada usmjerena je na rješavanje problema "sterilnosti" i "otpornosti na koroziju". Kirurške škare od nehrđajućeg čelika usvajaju kombinirani postupak "elektropoliranja pasivizacije": elektropoliranjem se elektrokemijskim djelovanjem uklanjaju sićušni neravnine na površini, smanjujući površinsku vrijednost Ra ispod 0,05 μm i smanjujući mjesta prianjanja bakterija; naknadni tretman pasivizacijom stvara Cr₂O₃ oksidni film s vijekom trajanja testa slanog spreja od preko 1000 sati, koji može izdržati sterilizaciju na visokoj temperaturi i visokom tlaku (134 ℃, para od 0,2 MPa) i eroziju od otopina za dezinfekciju koje sadrže klor (kao što je 84 dezinficijens), osiguravajući sigurnost tijekom ponovljene upotrebe. Površinska obrada dentalnih nasadnika (brzinski instrumenti za brušenje zuba) je preciznija: njihove metalne ljuske usvajaju proces "vakuumske titanijske presvlake" za formiranje titanijske prevlake debljine 2-5 μm, koja ima tvrdoću od preko 1500HV i može se oduprijeti visokofrekventnom trenju tijekom brušenja zuba (brzina rotacije do 400 000 okr/min). U isto vrijeme, premaz od titana ima dobru biokompatibilnost, izbjegavajući taloženje metalnih iona koje može iritirati oralnu sluznicu.
Tehnička poteškoća površinske obrade u medicinskoj industriji leži u "ravnoteži između učinka i sigurnosti": s jedne strane, premaz treba imati izvrsnu funkcionalnost (kao što je oslobađanje lijeka i otpornost na trošenje); s druge strane, rizik od odvajanja ovojnice mora biti strogo kontroliran (kao što je odvajanje ovojnice HA može uzrokovati trombozu). Stoga su potrebni strogi testovi prianjanja (kao što je test poprečnim rezom s stupnjem prianjanja ≥ 5B) i in vitro testovi razgradnje (kao što je uranjanje u simuliranu tjelesnu tekućinu tijekom 30 dana sa stopom gubitka težine premaza ≤ 1%) kako bi se osigurala sigurnost. Osim toga, postupak površinske obrade medicinskih proizvoda mora proći GMP (Good Manufacturing Practice) certifikat. Čistoća proizvodnog okoliša (kao što je čista radionica klase 10.000) i čistoća sirovina (kao što je medicinski prah titana s čistoćom ≥ 99,99%) moraju biti u skladu sa strogim standardima, što također povećava troškove procesa i tehničke pragove.
(III) Elektronička industrija: Težnja za preciznošću i funkcionalnošću za prilagodbu zahtjevima minijaturizacije i visoke pouzdanosti
Elektronički proizvodi (kao što su čipovi, strujne ploče i konektori) pokazuju karakteristike "minijaturizacije" i "visoke integracije". Površinska obrada mora ispuniti tri temeljna zahtjeva: visoku preciznost (odstupanje debljine premaza ≤ 0,1 μm), visoku vodljivost (otpornost ≤ 10⁻⁶Ω·cm) i visoku pouzdanost (stabilne performanse u visoko-niskim temperaturama i vlažnim toplinskim okruženjima), uz prilagodbu zahtjevima obrade ultra-malih veličina (kao što je korak pinova čipa ≤ 0,1 mm).
U području proizvodnje čipova, površinska obrada prolazi kroz cijeli proces "proizvodnje vafla - pakiranje i testiranje". U fazi proizvodnje pločice, površina silicijske pločice podvrgava se obradi "rasta oksidnog sloja": oksidacijom na visokoj temperaturi (1000-1200 ℃) formira se SiO₂ izolacijski sloj debljine 10-100 nm, koji služi kao izolacijski sloj vrata čip tranzistora. Odstupanje ujednačenosti debljine mora se kontrolirati unutar ±5%; inače će napon praga tranzistora fluktuirati (odstupanje prelazi 0,1 V), utječući na performanse čipa. U fazi pakiranja čipa, igle (kao što su QFP igle za pakiranje) usvajaju postupak "galvaniziranog nikal-zlata": sloj nikla debljine 1-3 μm prvo se galvanizira (radi poboljšanja prianjanja i otpornosti na habanje), a zatim se galvanizira sloj zlata debljine 0,1-0,5 μm (kako bi se smanjio kontaktni otpor). Otpornost zlatnog sloja mora biti ≤ 2,4×10⁻⁸Ω·cm kako bi se osigurala stabilna vodljivost između čipa i tiskane ploče. Osim toga, površina čipa također prolazi tretman "underfill coating": epoksidna smola se puni između čipa i podloge kroz proces nanošenja kako bi se formirao sloj ljepila debljine 50-100 μm, poboljšavajući performanse čipa protiv pada (sposoban izdržati pad od 1,5 m na betonski pod bez oštećenja). Test proizvođača čipova pokazuje da je stopa kvarova kod čipova koji usvajaju ovaj proces smanjena s 15% na ispod 2%.
U području tiskanih ploča (PCB-a), srž površinske obrade je poboljšati sposobnost lemljenja i otpornost na koroziju ploča. Uobičajeni procesi uključuju "Hot Air Solder Leveling (HASL)", "Electroless Nickel Immersion Gold (ENIG)" i "Immersion Silver". HASL proces uranja PCB u rastaljenu leguru kositra i olova (230-250 ℃), zatim koristi vrući zrak za ispuhivanje viška lema, stvarajući premaz od kositra i olova debljine 5-20 μm na površini jastučića. Ima nisku cijenu (otprilike 0,2 CNY/cm²) i dobru sposobnost lemljenja, pogodan za PCB-ove potrošačke elektronike (kao što su TV i ruteri); međutim, njegova loša ravnost površine (Ra vrijednost ≥ 1μm) čini ga nesposobnim za prilagodbu pakiranju visoke gustoće s korakom igle čipa ≤ 0,3 mm. ENIG proces formira strukturu "sloja nikla (5-10 μm) sloja zlata (0,05-0,1 μm)" na površini jastučića, s visokom ravnošću površine (Ra vrijednost ≤ 0,1 μm) i jakom otpornošću na koroziju (životni vijek testa slanog spreja ≥ 500 sati), pogodan za PCB-ove visoke gustoće mobilnih telefona i prijenosnih računala; međutim, njegov je proces složen, a cijena je 3-5 puta veća od cijene HASL-a (približno 0,8 CNY/cm²). Postupkom uranjajućeg srebra se na površini jastučića putem kemijske reakcije zamjene stvara srebrni sloj debljine 0,1-0,3 μm, s izvrsnom ravnošću površine i mogućnošću lemljenja, i bez "efekta crnog jastučića" zlatnog sloja (kvar lemnog spoja uzrokovan reakcijom između sloja zlata i sloja nikla). Pogodan je za PCB-ove automobilske elektronike (kao što je navigacija u vozilu) i može izdržati okruženja ciklusa visokih niskih temperatura (-40 ℃ do 125 ℃) bez odvajanja lemljenih spojeva nakon 1000 ciklusa.
U području elektroničkih konektora (kao što su USB sučelja i RF konektori), obrada površine mora uravnotežiti vodljivost i otpornost na trošenje. Pinovi konektora uglavnom imaju troslojnu strukturu "galvaniziranog bakra galvaniziranog nikla galvaniziranog zlata": sloj bakra (debljine 10-20 μm) osigurava visoku vodljivost, sloj nikla (debljine 1-3 μm) poboljšava otpornost na habanje, a sloj zlata (debljine 0,1-0,5 μm) smanjuje kontaktnu otpornost. Na primjer, debljina zlatnog sloja pinova USB Type-C konektora mora biti ≥ 0,15 μm, s vijekom trajanja od više od 10 000 puta i promjenom kontaktnog otpora od ≤ 10 mΩ nakon svakog uključivanja. Neki vrhunski RF konektori (kao što su oni za 5G bazne stanice) također usvajaju postupak "galvanizirane legure paladija i nikla". Sloj legure paladija i nikla (debljine 1-2 μm) ima 5-10 puta veću otpornost na habanje od sloja zlata i nižu cijenu (otprilike 60% cijene sloja zlata), što može zadovoljiti dugoročno stabilan rad (životni vijek ≥ 5 godina) 5G opreme.
Tehničke poteškoće površinske obrade u elektroničkoj industriji leže u "minijaturiziranoj obradi" i "prilagodljivosti okolišu": minijaturizirana obrada zahtijeva postizanje jednolikih premaza na supstratima ultra male veličine (kao što su igle za čipove širine ≤ 0,05 mm), što zahtijeva visoko preciznu opremu za galvanizaciju (kao što su vertikalne kontinuirane linije za galvanizaciju) za kontrolu gustoće struje odstupanje ≤ 1%; prilagodljivost okolišu zahtijeva da premaz ima stabilne performanse u ekstremnim okruženjima (kao što su ciklusi visoke-niske temperature od -55 ℃ do 150 ℃ i 95% vlažnosti). Na primjer, površinska obrada automobilskih elektroničkih PCB-a mora proći 1000 testova ciklusa visoke-niske temperature bez odvajanja premaza ili kvara lemljenih spojeva.
(IV) Zrakoplovna industrija: probijanje kroz ekstremna ograničenja okoliša radi prilagodbe zahtjevima visoke temperature, visokog tlaka i visokog zračenja
Zrakoplovni proizvodi (kao što su lopatice motora, kućišta satelita i spremnici za raketno gorivo) dugo vremena rade u ekstremnim okruženjima (kao što je temperatura komore za izgaranje motora ≥ 1500 ℃, vakuum u satelitskoj orbiti i visoko zračenje te udar visokog tlaka tijekom lansiranja rakete). Površinska obrada mora imati otpornost na ultra visoke temperature (dugotrajna radna temperatura ≥ 1000 ℃), ultra visoku otpornost na koroziju (otporan na eroziju svemirskom plazmom) i ultra visoka mehanička svojstva (udarna čvrstoća ≥ 100 MPa), što ga čini "vrhunskim poligonom" za tehnologiju površinske obrade.
U području zrakoplovnih motora, površinska obrada visokotemperaturnih komponenti je ključna tehnička poteškoća. Lopatice turbine zrakoplovnih motora (radna temperatura 1200-1500 ℃) imaju tretman "Termal Barrier Coating (TBC)", s tipičnom strukturom "metal bond coat (MCrAlY, debljina 50-100μm) keramičkog gornjeg sloja (YSZ, itrijem stabilizirani cirkonij, debljina 100-300μm)". Metalni vezni sloj se priprema plazma raspršivanjem, koje može formirati Al₂O3 oksidni film na visokoj temperaturi kako bi se spriječila oksidacija osnovne legure (kao što je superlegura na bazi nikla); keramički gornji premaz ima nisku toplinsku vodljivost (≤ 1,5 W/(m·K)), što može smanjiti temperaturu baze lopatice za 100-200 ℃ i produžiti radni vijek lopatice s 1000 sati (bez premaza) na preko 3000 sati (s premazom). Kako bi se dodatno poboljšala otpornost na visoke temperature, neke napredne lopatice motora također koriste "Electron Beam Physical Vapor Deposition (EB-PVD)" za pripremu keramičkog završnog sloja, tvoreći stupčastu kristalnu strukturu. Njegova otpornost na toplinske udare (nema pucanja pri brzom hlađenju od 1500 ℃ do sobne temperature) je 2-3 puta veća od otpornosti plazma raspršenog premaza, pogodnog za područja s ultra visokim temperaturama kao što su komore za izgaranje. Test tvrtke zrakoplovnih motora pokazuje da lopatice s EB-PVD premazom mogu izdržati kratkotrajni udar visoke temperature od 1600 ℃.
U području svemirskih letjelica (kao što su sateliti i svemirske stanice), površinska obrada treba riješiti probleme "stabilnosti performansi u vakuumskom okruženju" i "otpornosti na zračenje". Kućišta satelita prihvaćaju tretman "prevlake od elektrostatičkog pražnjenja (ESD)": kućište od aluminijske legure prvo formira sloj filma Al₂O₃ debljine 10-20 μm kroz anodizaciju kako bi se poboljšala otpornost na svemirsku plazma eroziju (nema očite korozije nakon 5 godina izlaganja u svemiru); tada se nanosi ESD premaz (kao što je epoksidni premaz dopiran ugljikovim nanocjevčicama) debljine 5-10 μm, a površinski otpor se kontrolira na 10⁶-10⁹Ω kako bi se izbjeglo elektrostatičko nakupljanje i pražnjenje u vakuumskom okruženju, što može oštetiti satelitsku elektroničku opremu. Površina solarnih panela svemirske stanice ima tretman "premazom protiv zračenja": kompozitni premaz SiO₂-TiO₂ debljine 0,1-0,5 μm nanosi se na staklenu površinu solarnog panela kroz vakuumski premaz, koji može odoljeti svemirskom ultraljubičastom (UV) i zračenju čestica visoke energije. Stopa slabljenja učinkovitosti pretvorbe solarnih ćelija smanjena je s 20% godišnje (bez premaza) na ispod 5% godišnje, osiguravajući dugoročnu opskrbu energijom za svemirsku stanicu (stabilnost napajanja ≥ 99,9%).
U području spremnika za raketno gorivo (kao što su spremnici tekućeg vodika, radna temperatura -253 ℃), površinska obrada treba riješiti probleme "žilavosti na niskim temperaturama" i "učinkovitosti brtvljenja". Materijal spremnika većinom je aluminijska legura, usvajajući postupak "pasivacije kemijskim mljevenjem": kemijsko mljevenje uklanja područja koncentracije površinskog naprezanja kontroliranjem dubine korozije (5-10 μm) kako bi se poboljšala niskotemperaturna žilavost materijala (udarna žilavost ≥ 50J/cm² na -253 ℃); tretman pasivizacijom stvara gusti sloj Cr₂O3 filma kako bi se spriječile kemijske reakcije između tekućeg vodika i aluminijske legure, istovremeno poboljšavajući performanse brtvljenja zavarenih spojeva kako bi se izbjeglo curenje tekućeg vodika (brzina curenja ≤ 1×10⁻⁹Pa·m³/s). Spremnici s tekućim kisikom nekih teških raketa također imaju površinski tretman "shot peening": sačme brzoreznog čelika (promjera 0,1-0,3 mm) raspršuju se na unutarnju stijenku spremnika kako bi se formirao sloj zaostalog tlačnog naprezanja dubine 50-100 μm, poboljšavajući otpornost spremnika na zamor i omogućujući mu da izdrži višestruke cikluse pritiska za lansiranje i oporavak (vremena ciklusa ≥ 10).
Tehničke poteškoće površinske obrade u zrakoplovnoj industriji leže u "ekstremnim prodorima u performansama" i "provjeri pouzdanosti": ekstremni prodori u performansama zahtijevaju razvoj novih materijala za premazivanje (kao što su visokotemperaturna keramika i kompoziti otporni na zračenje). Na primjer, keramički završni sloj toplinskih barijernih premaza mora održavati strukturnu stabilnost iznad 1500 ℃. Trenutačni glavni YSZ premaz približio se granici performansi, a premaz sljedeće generacije "cirkonat rijetke zemlje" (kao što je La₂Zr₂O₇) je u fazi istraživanja i razvoja, s otpornošću na visoke temperature koja se može povećati do 1700 ℃; provjera pouzdanosti zahtijeva prolazak strogih ekoloških testova (kao što je 1000 ciklusa visoke temperature i 10 000 sati simulacije svemirskog okruženja) kako bi se osiguralo da premaz neće pokvariti tijekom cijelog životnog ciklusa svemirske letjelice (obično 10-20 godina), što postavlja izuzetno visoke zahtjeve na stabilnost procesa i kontrolu kvalitete.
IV. Praktični operativni vodič za površinsku obradu: odabir procesa, rješavanje problema i sigurnosno održavanje
(I) Odabir procesa: provjera u četiri koraka za prilagodljivost
Rješenja
U praktičnoj proizvodnji, odabir procesa površinske obrade mora uzeti u obzir značajke osnovnog materijala, zahtjeve izvedbe, proračune troškova i zahtjeve zaštite okoliša, slijedeći proces od četiri koraka u nastavku:
Korak 1: Pojasnite temeljne zahtjeve i karakteristike osnovnog materijala
Najprije odredite osnovne zahtjeve za performanse proizvoda (npr. otpornost na koroziju, električnu vodljivost, estetiku) i scenarije primjene (npr. vanjski, visokotemperaturni, medicinski), zatim suzite opseg procesa na temelju svojstava osnovnog materijala (npr. metal/plastika, otpornost na toplinu, vodljivost). Na primjer:
Zahtjev: otpornost na koroziju, sigurnost u kontaktu s hranom za posuđe od nehrđajućeg čelika; Osnovni materijal: nehrđajući čelik 304 (slaba otpornost na koroziju, teški metali nisu dopušteni) → Pasivacija koja sadrži krom je isključena; Pasivacija cirkonijeve soli bez kroma nije obavezna.
Zahtjev: elektromagnetska zaštita vodljivosti za kućišta od ABS plastike; Osnovni materijal: ABS plastika (izolacija, otpornost na toplinu ≤ 80 ℃) → Visokotemperaturna galvanizacija je isključena; Bezelektrično poniklavanje (niska temperatura ≤ 60 ℃, vodljivost 10⁻⁵Ω·cm) nije obavezno.
Korak 2: Usporedite izvedbu procesa i troškove
Na temelju temeljnih zahtjeva, usporedite procese kandidata u smislu pokazatelja učinka (npr. vijek trajanja slanog spreja, tvrdoća premaza) i troškova (ulaganje u opremu, jedinični trošak). Uzimajući "estetiku otpornosti na koroziju na otvorenom za vrata i prozore od aluminijske legure" kao primjer, usporedba procesa kandidata je sljedeća:
| Proces kandidata | Životni vijek raspršene soli (h) | Tvrdoća premaza (HV) | Jedinična cijena (CNY/m²) | Ulaganje u opremu (10 tisuća CNY) | Prijateljstvo okoliša |
| Prskanje u prahu | ≥1000 | 150-200 (prikaz, stručni). (prikaz, stručni). | 80-120 (prikaz, stručni). | 50-100 | Nema emisije HOS-eva |
| Anodizacija | ≥800 | 300-400 | 150-200 (prikaz, stručni). (prikaz, stručni). | 100-200 | Nisko zagađenje |
| Prskanje na bazi otapala | ≥600 | 100-150 (prikaz, stručni). | 60-80 (prikaz, ostalo). | 30-50 (prikaz, stručni). | Visoka emisija VOC-a |
Ako je proračun ograničen i ekološki prihvatljivost je prioritet, prskanje prahom je optimalan izbor; ako je potrebna veća tvrdoća (npr. za ručke na vratima), poželjna je anodizacija.
Korak 3: Provjerite kompatibilnost procesa
Neki proizvodi zahtijevaju višeprocesne kombinacije (npr. "fosfatiranje raspršivanjem"), stoga je potrebno provjeriti kompatibilnost predtretmana i naknadnog tretmana kako bi se izbjeglo odvajanje premaza ili neispravnost. Na primjer:
"Prskanje fosfatnim prahom" za čelične dijelove: Debljina fosfatnog filma mora se kontrolirati na 1-5 μm (pretjerana debljina može smanjiti prianjanje premaza), a raspršivanje se mora dovršiti unutar 4 sata nakon fosfatiranja (kako bi se spriječilo hrđanje fosfatnog filma zbog vlage).
"Plazma obrada vakuumskog aluminija" za plastiku: Snaga plazma obrade mora se kontrolirati (500-800 W) kako bi se osigurala površinska hrapavost Ra od 0,5-1 μm (premala dovodi do nedovoljne adhezije premaza; previsoka utječe na izgled).
Korak 4: Probna proizvodnja i testiranje u malim razmjerima
Nakon potvrde procesa, provedite malu probnu proizvodnju (preporučuje se 50-100 komada) i potvrdite učinkovitost profesionalnim testiranjem:
Otpornost na koroziju: Neutralni test slanog spreja (GB/T 10125) za bilježenje vremena pojave hrđe.
Prianjanje: Test poprečnim rezom (GB/T 9286); nema odvajanja premaza nakon što je prianjanje trake kvalificirano (≥ 5B stupanj).
Električna vodljivost: Metoda s četiri sonde za ispitivanje otpornosti, osiguravajući sukladnost sa zahtjevima dizajna (npr. ≤ 10⁻⁶Ω·cm za elektroničke konektore).
(II) Rješenja za uobičajene probleme: od analize nedostataka do mjera optimizacije
Tijekom površinske obrade često se javljaju problemi kao što su odvajanje premaza, površinski defekti i performanse ispod standarda, koje je potrebno riješiti na temelju načela procesa:
1. Odvajanje premaza (loše prianjanje)
Uobičajeni uzroci: kamenac ulja/oksida nije uklonjen s površine osnovnog materijala; neodgovarajući parametri procesa predtretmana (npr. niska temperatura fosfatiranja); nekompatibilnost između premaza i osnovnog materijala.
Rješenja:
Optimizacija predtretmana: Metalni osnovni materijali moraju proći kroz proces "odmašćivanja (alkalni odmašćivač, temperatura 50-60 ℃, vrijeme 10-15 min) → uklanjanje rđe (klorovodična kiselina 15%-20%, temperatura 20-30 ℃, vrijeme 5-10 min) → podešavanje površine (titan fosfat, vrijeme 1-2 min) → fosfatiranje" kako bi se osiguralo uklanjanje ulja stopa ≥ 99%.
Podešavanje parametara procesa: Za katodnu elektroforezu, napon (150-200 V) i temperatura (25-30 ℃) moraju se kontrolirati; prenizak napon uzrokuje tanke premaze i slabo prianjanje, dok previsok napon uzrokuje pucanje premaza.
Provjera kompatibilnosti: Prije prskanja plastičnih osnovnih materijala, potreban je "test prianjanja". Na primjer, PP plastika mora prvo biti podvrgnuta plazma tretmanu (vrijeme 3-5 minuta), a zatim se raspršuje posebnim PP premazima kako bi se izbjegla upotreba uobičajenih akrilnih premaza.
2. Površinski nedostaci (mjehurići, rupice, razlika u boji)
Mjehurići/rupice:
Uzroci: Vlaga/nečistoće u premazu; ulje/voda u komprimiranom zraku tijekom prskanja; previsoka temperatura stvrdnjavanja (prebrzo isparavanje otapala).
Rješenja: Filter the coating through a 100-200 mesh filter and let it stand for defoaming (2-4h) before use; treat compressed air with an "oil-water separator" (moisture content ≤ 0.1g/m³); use stepwise heating for curing (e.g., pre-bake powder coatings at 60-80℃ for 10min, then cure at 180-200℃ for 20min).
Razlika u boji:
Uzroci: razlike u šaržama u premazima; nejednaka debljina prskanja; fluktuacije temperature stvrdnjavanja.
Rješenja: Use coatings from the same batch for products of the same batch; control the spray gun distance (15-25cm) and moving speed (30-50cm/s) during spraying to ensure a coating thickness deviation of ≤ 5%; use zoned temperature control for curing ovens (temperature difference ≤ ±2℃).
3. Izvedba ispod standarda (slaba otpornost na koroziju, niska tvrdoća)
Slaba otpornost na koroziju:
Uzroci: Nedovoljna debljina premaza; visoka poroznost pretvorbenog filma; oštećenje premaza tijekom naknadne obrade.
Rješenja: For example, the zinc layer thickness of galvanized parts must be controlled at ≥ 8μm (salt spray life ≥ 500h); the porosity of the phosphating film must be controlled at ≤ 0.1% (detectable via oil immersion test, where pores absorb oil stains; adjust phosphating solution concentration and temperature if necessary); avoid coating areas during subsequent processing (e.g., bending, welding); if unavoidable, touch up damaged areas after processing (e.g., using special repair paint to ensure the touch-up thickness matches the original coating).
Niska tvrdoća:
Uzroci: Neadekvatno stvrdnjavanje premaza (niska temperatura, nedovoljno vrijeme); nepravilna formulacija premaza (npr. nizak sadržaj smole); nedovoljna tvrdoća osnovnog materijala (npr. meka plastika).
Rješenja: Adjust curing parameters according to coating requirements (e.g., epoxy powder coatings require curing at 180℃ for 20min to ensure a cross-linking degree of ≥ 90%); replace with high-hardness coatings (e.g., modified coatings with nano-alumina, which can increase hardness by 30%); perform surface hardening treatment on soft base materials (e.g., PP plastics) first (e.g., plasma-enhanced chemical vapor deposition to form a 1-3μm thick SiO₂ hardened layer with a hardness of up to 5H).
(III) Održavanje sigurnosti: Upravljanje opremom, osobljem i okolišem
Površinska obrada uključuje kemijske reagense (npr. kiseline, lužine, soli teških metala) i visokotemperaturnu opremu (npr. pećnice za sušenje, strojevi za vakuumsko premazivanje). Mora se uspostaviti opsežan sustav održavanja sigurnosti kako bi se izbjegle sigurnosne nezgode i onečišćenje okoliša.
1. Održavanje opreme: redoviti pregled i preventivno održavanje
Različita oprema za površinsku obradu ima različite prioritete održavanja i moraju se izraditi ciljani planovi održavanja (preporučuju se manji mjesečni pregledi i tromjesečni veći pregledi):
Oprema za galvanizaciju: Redovito čistite oksidne slojeve s anoda (npr. anode od nikla, anode od bakra) (namočite u 10% otopini sumporne kiseline 5-10 minuta) kako biste osigurali stabilno provođenje struje; testirajte pH vrijednost i koncentraciju metalnih iona u otopini za nanošenje tjedno (npr. pH otopine za poniklavanje mora se kontrolirati na 4,0-4,5, koncentracija iona nikla na 80-100 g/L) i dopuniti ako nije dovoljno; zamijenite sustav filtriranja (npr. elemente filtera) svaki mjesec kako biste izbjegli nečistoće koje utječu na kvalitetu premaza.
Oprema za raspršivanje: Očistite mlaznicu pištolja za raspršivanje otapalom nakon svake upotrebe (npr. vodom za premaze na bazi vode, posebnim razrjeđivačima za premaze na bazi otapala) kako biste spriječili začepljenje i neravnomjerno prskanje; tjedno ispuštajte vodu iz spremnika zračnog kompresora (kako biste izbjegli vodu u komprimiranom zraku) i jednom kvartalno pregledajte tlačni ventil (kako biste osigurali stabilan tlak od 0,5-0,8 MPa).
Oprema za visoke temperature (npr. pećnice za stvrdnjavanje, strojevi za vakuumsko premazivanje): Kalibrirajte sustav kontrole temperature peći za stvrdnjavanje jednom mjesečno (temperaturna razlika ≤ ±2 ℃) i provjeravajte grijaće cijevi kvartalno, zamijenite ih ako su stare; zamijenite ulje vakuumske pumpe strojeva za vakuumsko premazivanje svakih šest mjeseci i čistite vakuumsku komoru svakih mjesec dana (obrišite unutarnju stijenku alkoholom kako biste uklonili zaostale materijale premaza) kako biste bili sigurni da stupanj vakuuma zadovoljava zahtjeve (≤ 1×10⁻³Pa).
2. Zaštita osoblja: Standardizirana operativna i zaštitna oprema
Operateri moraju proći stručnu obuku, biti upoznati sa svojstvima kemijskih reagensa i postupcima hitnog odgovora te biti opremljeni kompletnom zaštitnom opremom:
Zaštitna oprema: Nosite rukavice otporne na kiseline i lužine (npr. rukavice od nitrila), zaštitnu odjeću i naočale kada rukujete reagensima s kiselinama/lužinama; nosite rukavice otporne na visoke temperature (npr. rukavice od aramida) kada radite s opremom na visokim temperaturama kako biste izbjegli opekline; uključite ventilacijske sustave (npr. nape, sustave svježeg zraka) kada radite u zatvorenim okruženjima (npr. radionice za galvanizaciju, komore za vakuumsko premazivanje); nosite plinske maske ako je potrebno (npr. organske maske za raspršivanje na bazi otapala).
Standardizirani rad: odvojeno skladištite kemijske reagense (npr. odvojite kiseline i lužine, izolirajte oksidante i reduktore) s jasnim oznakama (naznačujući naziv, koncentraciju, razdoblje valjanosti); slijedite načelo "dodavanja kiseline u vodu" pri pripremi kemijskih otopina (npr. kada razrjeđujete sumpornu kiselinu, polako ulijevajte sumpornu kiselinu u vodu i miješajte kako biste izbjegli prskanje); u slučaju istjecanja reagensa, odmah tretirajte odgovarajućim upijajućim materijalima (npr. prah kalcijevog karbonata za istjecanje kiseline, otopina borne kiseline za istjecanje lužine) i aktivirajte ventilaciju u nuždi.
3. Upravljanje okolišem: obrada otpadnih voda, otpadnih plinova i krutog otpada
Otpadne vode (npr. otpadne vode od galvanizacije, otpadne vode od fosfatiranja), otpadni plinovi (npr. HOS-evi prskanja, otpadni plinovi od kiseljenja) i kruti otpad (npr. kante za otpadne boje, otpadni filtarski elementi) koji nastaju površinskom obradom moraju se odlagati u skladu s nacionalnim standardima zaštite okoliša (npr. GB 21900-2008 Standard za ispuštanje onečišćujućih tvari za Galvanska obrada GB 16297-1996 Integrirani standard emisije zagađivača zraka):
Pročišćavanje otpadnih voda: Odvojeno tretirajte otpadne vode od galvanizacije; tretirati otpadne vode koje sadrže teške metale (npr. otpadne vode koje sadrže krom, nikal) kroz proces "kemijskog taloženja (podesite pH na 8-9 s alkalijama kako bi se formirali precipitati hidroksida) → filtracija → ionska izmjena" kako bi se osiguralo da je koncentracija teških metala ≤ 0,1 mg/L; prvo uklonite trosku za fosfatiranje iz otpadne vode za fosfatiranje (taložite u taložniku i redovito čistite), zatim podesite pH na neutralan (6-9) i ispustite ili ponovno upotrijebite nakon što osigurate COD ≤ 500mg/L.
Obrada otpadnog plina: HOS-ove koji se raspršuju tretirati postupkom "aktivnog ugljena adsorpcijskim katalitičkim izgaranjem" sa stopom uklanjanja od ≥ 90% i koncentracijom emisije od ≤ 60 mg/m³; tretirati otpadni plin od kiseljenja (npr. maglu klorovodične kiseline) kroz toranj za prskanje (apsorbirati otopinom lužine, pH kontrolirati na 8-9) s koncentracijom emisije od ≤ 10 mg/m³.
Obrada krutog otpada: zbrinite otpadne kante za boju i otpadne filterske elemente preko kvalificiranih poduzeća za obradu opasnog otpada; nemojte ih nasumično odbacivati; odvojeno sakupljati opasan otpad kao što je troska za fosfatiranje i galvanizirani mulj, pričvrstiti oznake opasnog otpada i skladištiti ga ne dulje od 90 dana kako bi se izbjeglo sekundarno onečišćenje.
V. Zaključak: Temeljna vrijednost i načela primjene tehnologije površinske obrade
Kao "osnovna prateća tehnologija" u proizvodnoj industriji, temeljna vrijednost površinske obrade leži u omogućavanju običnim materijalima da posjeduju "prilagođene performanse" kroz preciznu modifikaciju površine. Može učiniti da posuđe od nehrđajućeg čelika ispuni zahtjeve za sigurnost u kontaktu s hranom i dugoročno sprječavanje hrđe, omogućiti stabilan rad lopatica zrakoplovnih motora na 1500 ℃ i omogućiti elektroničkim čipovima da zadrže visoku pouzdanost u trendu minijaturizacije.
U praktičnim primjenama moraju se slijediti tri temeljna načela:
1. Usmjeren na potražnju: uvijek se usredotočite na scenarije primjene proizvoda i zahtjeve izvedbe; izbjegavajte naslijepo odabiranje vrhunskih procesa (npr. obični kućanski hardver ne zahtijeva premaze toplinske barijere zrakoplovne kvalitete).
2. Prioritet kompatibilnosti: Osigurajte kompatibilnost predtretmana, procesa premazivanja i osnovnih materijala, kao i sinergiju višeprocesnih kombinacija (npr. usklađivanje parametara između fosfatiranja i prskanja), što je ključno za izbjegavanje kvara premaza.
3. Sigurnost i sukladnost: Dok težite ravnoteži između performansi i cijene, nemojte zanemariti održavanje opreme, zaštitu osoblja i upravljanje okolišem, koji su temelj za održivi razvoj industrije obrade površina.
Uz kontinuirano ponavljanje novih materijala i tehnologija, tehnologija površinske obrade nastavit će se razvijati u smjeru "zelenijeg, funkcionalnijeg i inteligentnijeg". Međutim, bez obzira na tehnološke nadogradnje, "rješavanje praktičnih problema i poboljšanje vrijednosti proizvoda" uvijek će biti nepromjenjivi temeljni cilj. Za proizvodna poduzeća, ovladavanje temeljnom logikom i praktičnim radnim metodama površinske obrade postat će važna podrška za povećanje konkurentnosti proizvoda i širenje granica tržišta.
Jinlun Magnet specijaliziran za istraživanje i razvoj, proizvodnja i prodaja visokoučinkovitih trajnih metala rijetkih zemalja magnetni materijali.
Brze veze
Kontakt podaci.
-
 Sales00@jlmagnet.com
Sales00@jlmagnet.com
-
 +86-574-6321 2222
+86-574-6321 2222
-
 Br. 330 Xinxing 1st Road, Xinxing Industrial Park, Zonghan Street, Cixi City, Zhejiang Province, Kina
Br. 330 Xinxing 1st Road, Xinxing Industrial Park, Zonghan Street, Cixi City, Zhejiang Province, Kina
Mobilni QR kod
Autorska prava © Ningbo Jinlun Magnet Technology Co., Ltd. Sva prava pridržana.
Kineski proizvođač sinteriranih NdFeB magneta veleprodajna tvornica sinteriranih NdFeB magneta

TOP

