 EN
EN
Dom / Vijesti / Vijesti iz industrije / Kako zaštititi sinterirane NdFeB magnete za sinkrone motore od korozije?
Vijesti iz industrije
Oct 24,2025
Kako zaštititi sinterirane NdFeB magnete za sinkrone motore od korozije?
Zašto su sinterirani NdFeB magneti u sinkronim motorima skloni koroziji?
Prije istraživanja metoda zaštite, ključno je razumjeti temeljne uzroke korozije u sinteriranim NdFeB (neodimij-željezo-bor) magnetima— najjačim trajnim magnetima koji su dostupni, ali su inherentno osjetljivi na degradaciju. Ova je ranjivost pojačana kod sinkronih motora (koji se koriste u električnim vozilima, industrijskim pogonima i sustavima obnovljive energije), koji često rade u teškim okruženjima:
Slabost sastava materijala:
Sinterirani NdFeB magneti sadrže 25–35% neodimija (Nd) i 60–70% željeza (Fe) — oba vrlo reaktivna metala. Nd brzo oksidira na zraku stvarajući labave, porozne okside (Nd₂O3), dok Fe hrđa (Fe₂O₃/Fe3O₄) u prisutnosti vlage. Sinterirana struktura magneta (formirana prešanjem i zagrijavanjem praha) također stvara sićušne pore (0,1–1 μm) preko njegove površine—te pore zadržavaju vlagu, kisik i kontaminante (npr. motorno ulje, prašinu), ubrzavajući lokaliziranu koroziju (rupice).
Radna okruženja sinkronog motora:
Sinkroni motori izlažu magnete okidačima korozije koji pogoršavaju degradaciju:
Vlaga: Motori u električnim vozilima (pod karoserije), industrijskim pumpama (u blizini vode) ili turbinama na vjetar (na otvorenom) apsorbiraju vlagu ili vodenu paru koja reagira s Nd i Fe.
Temperaturne fluktuacije: Motori se zagrijavaju tijekom rada (80–150°C) i hlade kada su isključeni—ovo "termalno kruženje" uzrokuje kondenzaciju unutar motora, taložeći tekuću vodu na površinama magneta.
Kemijska onečišćenja: motorna maziva (s dodacima sumpora ili klora), rashladne tekućine (na bazi glikola) ili industrijske pare (u tvornicama) djeluju kao elektroliti, ubrzavajući elektrokemijsku koroziju (primarni uzrok kvara magneta).
Mehanički stres: Vibracije rotora u sinkronim motorima velike brzine (npr. EV vučni motori) mogu popucati zaštitni slojevi, izlažući goli magnetski materijal korozivnim elementima.
Ako ostane nezaštićena, korozija smanjuje gustoću magnetskog toka magneta (za 5-20% unutar 1-2 godine) i slabi njegovu mehaničku čvrstoću - što na kraju dovodi do neravnoteže rotora, pada učinkovitosti motora ili potpunog raspada magneta.
 Kliknite da biste posjetili naše proizvode: sinterirani NdFeB magneti u sinkronim motorima
Kliknite da biste posjetili naše proizvode: sinterirani NdFeB magneti u sinkronim motorima
Koje su tehnologije površinskog premazivanja najučinkovitije za zaštitu od korozije?
Površinski premazi su prva linija obrane za sinterirani NdFeB magneti u sinkronim motorima — djeluju kao barijera između magneta i korozivnih elemenata. Izbor premaza ovisi o radnoj temperaturi motora, izloženosti vlazi i ograničenjima troškova. Ispod su najučinkovitije opcije:
Bezelektrični premaz nikal-fosfor (Ni-P) (najčešće za motore)
Kako radi: Proces kemijskog taloženja koji stvara jednoličan, gusti sloj nikal-fosfora (5–20 μm debljine) na površini magneta. Prevlaka je amorfna (nekristalna) kada se taloži, a toplinska obrada (200–400°C) pretvara je u tvrdu strukturu otpornu na habanje (HV 800–1000).
Otpornost na koroziju: Ni-P premazi izdržavaju 500-1000 sati testiranja u spreju neutralne soli (NSS) (prema ASTM B117) bez crvene hrđe—što daleko premašuje minimum od 240 sati za motorne primjene. Premaz zatvara površinske pore i sprječava prodor elektrolita.
Prednosti sinkronog motora:
Tolerira visoke temperature (do 200°C)—kompatibilno s većinom radnih raspona sinkronih motora (80–150°C).
Izvrsno prianjanje na sinterirani NdFeB (čak i na nepravilnim oblicima magneta, poput lučnih segmenata za rotore).
Otporan na motorno ulje i rashladne tekućine—bez kemijske reakcije s uobičajenim mazivima.
Ograničenja: osjetljiv na pucanje pod ekstremnim toplinskim ciklusima (npr. EV motori koji se brzo zagrijavaju od 25°C do 150°C). Za takve slučajeve koristi se "Ni-P završni premaz" (npr. epoksi) za povećanje fleksibilnosti.
Premaz od epoksidne smole (isplativ za okruženja s niskom vlagom)
Kako radi: Tekući epoksid (termoreaktivni polimer) raspršuje se ili uranja na magnet, zatim se stvrdnjava na 80–120°C kako bi se formirao tanki (10–30 μm) film. Aditivi poput keramičkih čestica ili inhibitora korozije (npr. cink fosfat) mogu se umiješati kako bi se poboljšala učinkovitost.
Otpornost na koroziju: Standardni epoksidni premazi izdržavaju 200-400 sati NSS ispitivanja; "high-performance" epoksid (s inhibitorima korozije) doseže 600 sati. Premaz je nepropustan za vlagu i ulja.
Prednosti sinkronog motora:
Niska cijena (1/3 cijene Ni-P)—idealno za proračunske industrijske motore (npr. male pumpe).
Fleksibilan—otporan je na pucanje uslijed vibracija ili toplinskih ciklusa (kritično za vučne motore električnih vozila).
Izolacijska svojstva—sprječava električni kratki spoj između magneta i komponenti rotora.
Ograničenja: otpornost na niske temperature (maksimalno 120°C)—nije prikladno za sinkrone motore velike snage (npr. generatori vjetroturbina koji dosežu 150°C).
Prevlake fizičke pare (PVD) (visoke temperature, visoke učinkovitosti)
Kako radi: Proces temeljen na vakuumu koji isparava metale (npr. aluminij, krom) ili keramiku (npr. Al₂O₃, TiN) i taloži ih kao tanki (1–5 μm) film na površini magneta. PVD premazi su gusti, jednolični i snažno se vežu za magnet.
Otpornost na koroziju: PVD Al₂O₃ premazi izdržavaju 1000 sati NSS ispitivanja i otporni su na oksidaciju do 500°C. Nepropusni su za kiseline, lužine i rashladna sredstva za motore.
Prednosti sinkronog motora:
Ekstremna temperaturna tolerancija—idealno za sinkrone motore velike snage (npr. pogonski motori zrakoplova, industrijski pogoni) koji rade na 150–250°C.
Tanak premaz (bez utjecaja na dimenzije magneta)—kritično za precizne sklopove rotora gdje veličina magneta utječe na ravnotežu.
Ograničenja: visoka cijena (5x više od Ni-P) i ograničena na proizvodnju u malim serijama—uglavnom se koristi u zrakoplovnim ili vrhunskim EV motorima.
Premaz od legure cink-nikal (Zn-Ni) (otporan na slanu vodu)
Kako to radi: Postupak galvanizacije koji na površini magneta stvara 5-15 μm debelu leguru cinka i nikla (10-15% nikla). Legura tvori pasivni oksidni sloj (ZnO·NiO) koji sam zacjeljuje manje ogrebotine.
Otpornost na koroziju: izdržava 1000 sati NSS ispitivanja—izvrsno za motore izložene slanoj vodi (npr. brodski sinkroni motori, obalne vjetroturbine).
Prednosti sinkronog motora:
Vrhunska otpornost na slanu vodu—nadmašuje Ni-P u obalnim ili morskim okruženjima.
Dobra duktilnost—otporan na pucanje uslijed vibracija rotora.
Ograničenja: Niža otpornost na temperaturu (maksimalno 150°C) i viši trošak od Ni-P za ne-morske primjene.
Kako optimizirati dizajn magneta i sklop motora za zaštitu od korozije?
Sami površinski premazi nisu dovoljni – odabir dizajna sklopa magneta i motora igra ključnu ulogu u smanjenju rizika od korozije. Ove optimizacije nadopunjuju premaze i produžuju vijek trajanja magneta:
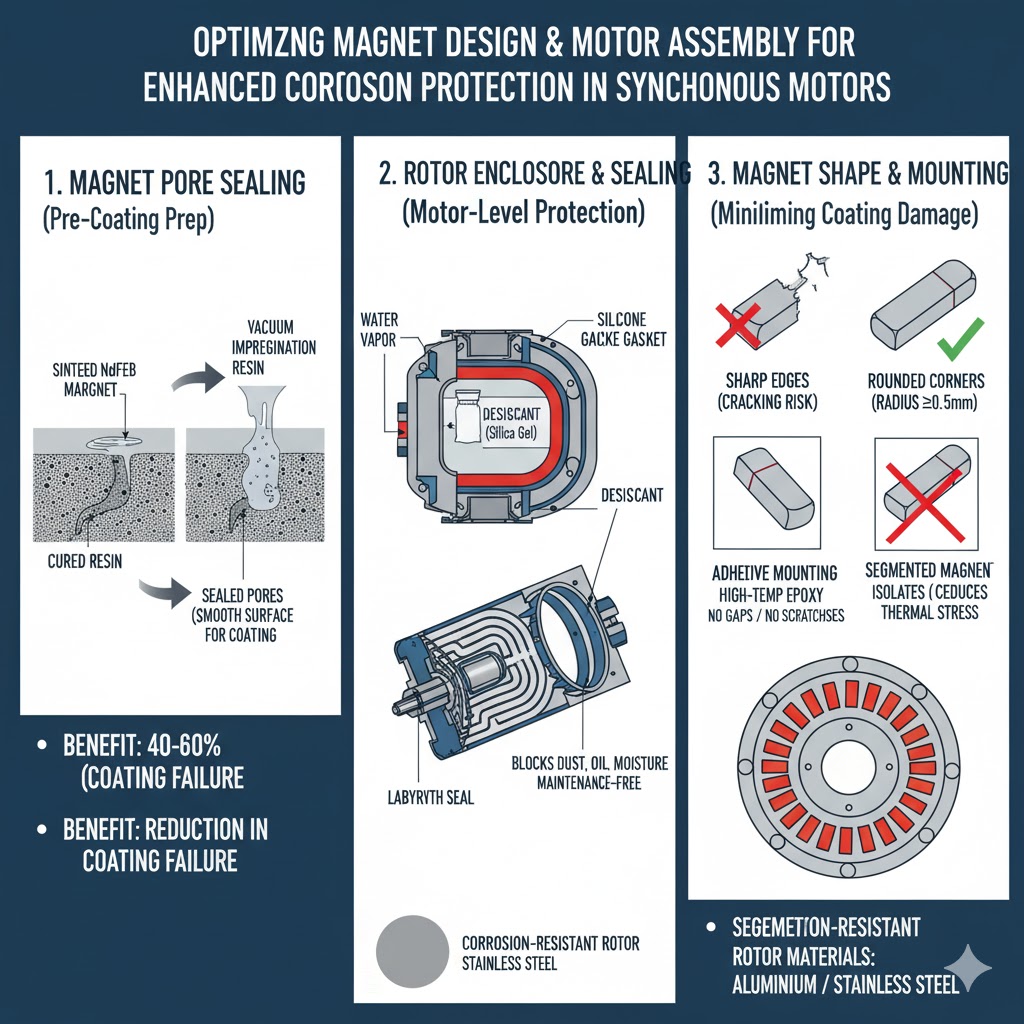
Magnet za brtvljenje pora (priprema prethodnog premaza)
Sinterirane površinske pore NdFeB-a zadržavaju vlagu i zagađivače, smanjujući učinkovitost premaza. Brtvljenje pora prije premazivanja je bitno:
Proces: Nakon sinteriranja, magneti se umaču u smolu niske viskoznosti (npr. akril ili silikon) koja prodire u pore (putem vakuumske impregnacije), zatim se stvrdnjavaju kako bi ih zatvorili. Ovo stvara glatku površinu bez pora za prianjanje premaza.
Prednost: zatvorene pore smanjuju oštećenje premaza za 40–60%—premazi više ne "premostuju" pore (koje mogu popucati i propuštati vlagu). Za magnete sinkronih motora, ovaj korak je obavezan za Ni-P ili PVD premaze.
Kućište i brtvljenje rotora (zaštita na razini motora)
Rotor motora (gdje su montirani magneti) treba biti zatvoren kako bi se spriječilo da vlaga i onečišćenja dopru do magneta:
Hermetičko brtvljenje: Za motore u vlažnim okruženjima (npr. EV, brodske aplikacije), koristite hermetički zatvoreno kućište rotora s gumenim brtvama (npr. nitril ili silikon) za blokiranje vodene pare. Dodajte sredstvo za sušenje (npr. silika gel) unutar kućišta da upije preostalu vlagu.
Labirintske brtve: Za sinkrone motore velike brzine (npr. turbine na vjetar), koristite labirintske brtve (isprepletena metalna rebra) na osovini rotora—one stvaraju vijugav put koji sprječava ulazak prašine, ulja i vlage u područje magneta. Labirintske brtve ne zahtijevaju održavanje i kompatibilne su s visokim temperaturama.
Materijali rotora otporni na koroziju: Koristite aluminij ili nehrđajući čelik (304/316) za jezgru rotora—ovi materijali ne hrđaju i sprječavaju galvansku koroziju (kada različiti metali, poput željeza i bakra, reagiraju u prisutnosti elektrolita).
Oblik i montaža magneta (minimiziranje oštećenja premaza)
Način na koji su magneti oblikovani i montirani u rotor utječe na cjelovitost premaza:
Glatki rubovi i kutovi: Izbjegavajte oštre rubove (koji su skloni pucanju premaza) dizajnom magneta sa zaobljenim kutovima (radijus ≥0,5 mm). Oštri rubovi mogu se odlomiti tijekom sastavljanja, izlažući goli magnetski materijal.
Montaža ljepilom (umjesto mehaničkog stezanja): Koristite visokotemperaturna epoksidna ljepila (npr. epoksidne smole s keramičkim punilima) za lijepljenje magneta na rotor—mehaničke stezaljke (npr. metalni nosači) mogu izgrebati premaze ili stvoriti praznine gdje se nakuplja vlaga. Ljepila također ispunjavaju male praznine između magneta i rotora, smanjujući zadržavanje vlage.
Dizajn segmentiranog magneta: Za velike rotore, koristite male, segmentirane magnete (umjesto jednog velikog magneta)—ako je premaz jednog segmenta oštećen, korozija je ograničena na taj segment (sprječavajući puni kvar rotora). Segmenti također smanjuju toplinski stres (manje širenje/sažimanje), smanjujući rizik od pucanja premaza.
Koje prakse održavanja i rada sprječavaju koroziju?
Čak i uz premaze i optimizacije dizajna, redovito održavanje i pravilan rad ključni su za produljenje vijeka trajanja magneta u sinkronim motorima. Ovi postupci rješavaju trošenje, oštećenje premaza i izloženost okolišu:
Rutinski pregled i popravak premaza
Vizualni pregledi: Svakih 6–12 mjeseci (ili nakon izlaganja ekstremnim uvjetima, poput jake kiše), pregledajte unutrašnjost motora (preko inspekcijskih otvora) na znakove korozije: crvenu/smeđu hrđu na magnetima, mjehuriće ili ljuštenje premaza ili naslage bijelog oksida.
Ispitivanje bez razaranja (NDT): Za kritične motore (npr. vjetroturbine) upotrijebite ultrazvučno ispitivanje za otkrivanje skrivene korozije ispod premaza (npr. rupa unutar pora) ili ispitivanje vrtložnim strujama za provjeru debljine premaza.
Točkasti popravci: Ako se pronađe malo oštećenje premaza (npr. ogrebotina), očistite područje alkoholom, nanesite malu količinu epoksidne smole (za motore na niskim temperaturama) ili Ni-P boju za popravku (za motore na visokim temperaturama) i očvrsnite prema smjernicama proizvođača. Time se sprječava širenje lokalne korozije.
Kontrola vlage i temperature
Odvlaživanje: Za motore koji se čuvaju ili rade u okruženjima s visokom vlagom (RH >60%), instalirajte odvlaživač zraka u motornoj prostoriji ili upotrijebite grijani rotor (mali grijač unutar rotora) kako bi unutrašnjost bila suha (RH <40%).
Izbjegavajte toplinski udar: Smanjite brze promjene temperature (npr. pokretanje hladnog motora pri punom opterećenju) - toplinski udar uzrokuje pucanje premaza. Umjesto toga, postupno povećavajte brzinu motora (tijekom 5-10 minuta) kako biste omogućili da se magnet i premaz ravnomjerno zagriju.
Održavanje rashladne tekućine: Za tekućinom hlađene sinkrone motore, provjerite razine i kvalitetu rashladne tekućine svakih 3-6 mjeseci. Zamijenite rashladno sredstvo koje je onečišćeno vodom (upotrijebite refraktometar za mjerenje koncentracije glikola) ili ima pH izvan raspona 7-9 (kiselo/alkalno rashladno sredstvo nagriza premaze).
Upravljanje onečišćenjima
Kontrola ulja i prašine: Održavajte područje motora čistim—odmah obrišite proliveno ulje (motorno ulje sadrži sumpor koji razgrađuje Ni-P premaze) i koristite filtre za zrak kako biste spriječili nakupljanje prašine (prašina zadržava vlagu, ubrzavajući koroziju).
Izbjegavajte izlaganje kemikalijama: Za industrijske motore, osigurajte da motor nije izložen kiselinama, alkalijama ili otapalima (npr. kemikalijama za čišćenje). Ako dođe do izlaganja, isperite vanjski dio motora vodom (ako je sigurno) i temeljito ga osušite.
Rukovanje na kraju životnog vijeka
Kada se motor povuče iz upotrebe, uklonite i pregledajte magnete - ako su premazi netaknuti i korozija minimalna, magneti se mogu ponovno koristiti u motorima manje snage (npr. male pumpe). To smanjuje otpad i smanjuje troškove zamjene. Za korodirane magnete, pravilno ih zbrinite (prema lokalnim propisima) kako biste izbjegli onečišćenje okoliša (Nd je metal rijetke zemlje koji može iscuriti u tlo/vodu).
Koje su najbolje prakse za specifične primjene sinkronih motora?
Potrebe za zaštitom od korozije razlikuju se ovisno o primjeni—ispod su prilagođene preporuke za najčešće uporabe sinkronih motora:
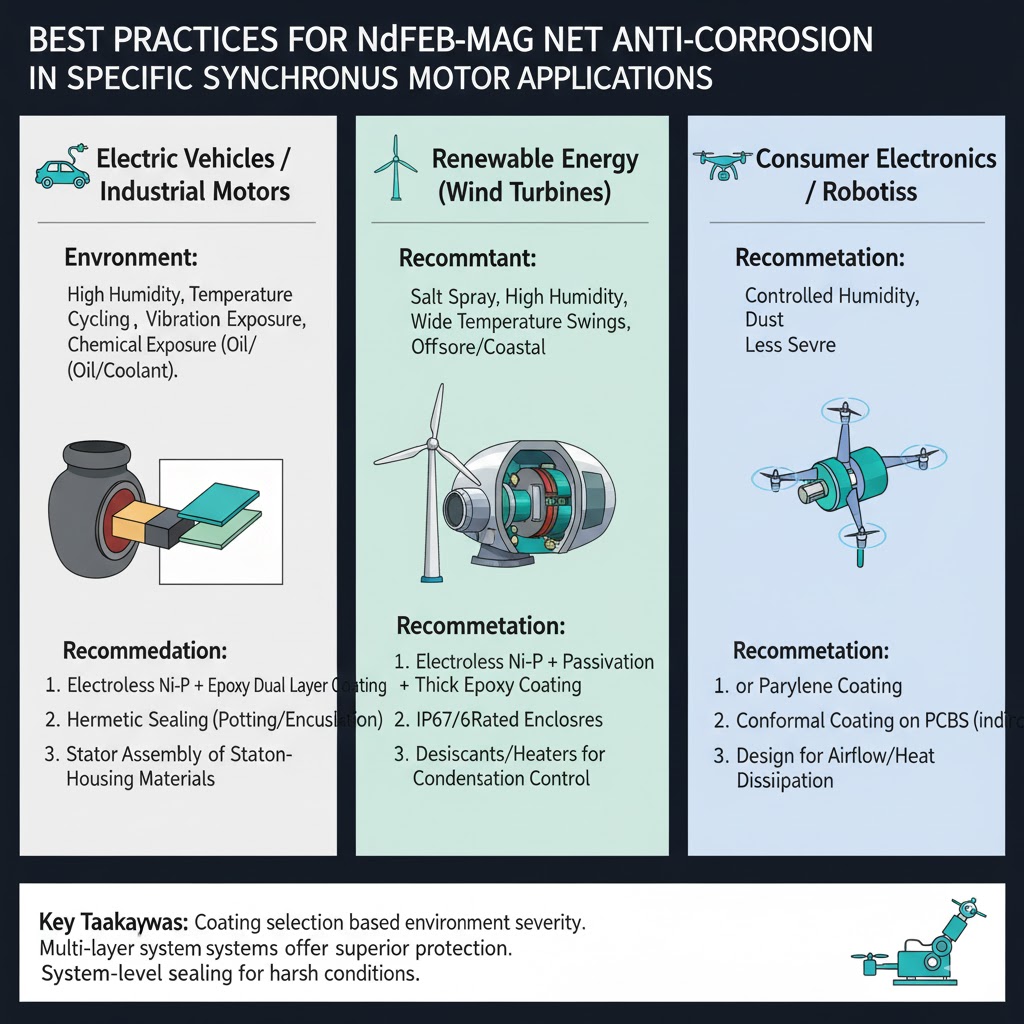
Vučni motori za električna vozila (visoke vibracije, termički ciklusi)
Premaz: Ni-P epoksidni završni premaz (Ni-P za otpornost na koroziju, epoksid za fleksibilnost koja može izdržati vibracije/toplinske cikluse).
Dizajn: Hermetički zatvoreni rotor sa silikonskim brtvama, segmentirani magneti spojeni visokotemperaturnim epoksidom i sredstvom za sušenje u kućištu rotora.
Održavanje: Provjerite kvalitetu rashladne tekućine svakih 6 mjeseci, izbjegavajte vožnju kroz duboku vodu (kako biste spriječili curenje kućišta) i popravite oštećenje premaza nakon sudara.
Generatori vjetroturbina (vani, izloženost slanoj vodi)
Premaz: legura Zn-Ni (za obalne turbine) ili PVD Al₂O₃ (za visokotemperaturne turbine u kopnu).
Dizajn: labirintske brtve na osovini rotora, jezgra rotora od nehrđajućeg čelika i štitnik od kiše preko motora za sprječavanje izravnog izlaganja vodi.
Održavanje: Godišnje NDT inspekcije, očistite vanjštinu motora slatkom vodom svaka 3 mjeseca (za uklanjanje naslaga soli) i zamijenite sredstva za sušenje svake 2 godine.
Motori industrijskih pumpi (mokro, izloženost kemikalijama)
Premaz: Epoksidna smola s inhibitorima korozije (isplativ) ili Ni-P (za kemijsku otpornost).
Dizajn: Hermetičko brtvljenje rotora, magneti montirani na ljepilo i kućište rotora otporno na koroziju (aluminij).
Održavanje: provjeravajte curenje rashladne tekućine svakih 12 mjeseci, zamijenite istrošene brtve svakih 12 mjeseci i izbjegavajte korištenje jakih kemikalija za čišćenje u blizini motora.
Ukratko, zaštita sinteriranih NdFeB magneta u sinkronim motorima zahtijeva višeslojni pristup: učinkovite površinske premaze (usklađene s primjenom), optimizacije dizajna (brtvljenje pora, brtvljenje rotora) i redovito održavanje (pregled, kontrola vlage). Kombinacijom ovih strategija proizvođači i operateri mogu produžiti vijek trajanja magneta s 5–8 godina na 15–20 godina, smanjujući vrijeme zastoja motora i troškove zamjene — što je ključno za pouzdanost električnih vozila, sustava obnovljive energije i industrijske opreme.
Jinlun Magnet specijaliziran za istraživanje i razvoj, proizvodnja i prodaja visokoučinkovitih trajnih metala rijetkih zemalja magnetni materijali.
Brze veze
Kontakt podaci.
-
 Sales00@jlmagnet.com
Sales00@jlmagnet.com
-
 +86-574-6321 2222
+86-574-6321 2222
-
 Br. 330 Xinxing 1st Road, Xinxing Industrial Park, Zonghan Street, Cixi City, Zhejiang Province, Kina
Br. 330 Xinxing 1st Road, Xinxing Industrial Park, Zonghan Street, Cixi City, Zhejiang Province, Kina
Mobilni QR kod
Autorska prava © Ningbo Jinlun Magnet Technology Co., Ltd. Sva prava pridržana.
Kineski proizvođač sinteriranih NdFeB magneta veleprodajna tvornica sinteriranih NdFeB magneta

TOP

